1 в§бд
ФГГЇA1024AЕЅБлЫФУзСњУХХйДВЃЌЦфЕчЦјЯЕЭГгЩжїЭЯЖЏКЭПижЦЯЕЭГСНВПЗжзщГЩЁЃЕчЦјжїЭЯЖЏЯЕЭГЪЧJF-DжБСїЕїЫйЯЕЭГЃЌЕчПиВПЗжВЩгУМЬЕчТпМПижЦЯЕЭГЁЃвђвбдЫааСЫШ§ЪЎЖрФъЃЌЕчЦјЯЕЭГДцдкзХбЯжиЕФРЯЛЏЯжЯѓЃЌЩшБИОЋЖШНЕЕЭЃЌЕїЫйадВюЃЌЙЪеЯТЪИпЧвМЬЕчТпМПижЦЯЕЭГЯпТЗИДдгЃЌВщевЙЪеЯБиаыАДеевЛЖЈЕФВНжшКЭЫГађНјааЃЌЩшБИЗЂЩњЙЪеЯЕФДЮЪ§КЭДІРэЙЪеЯЕФЪБМфвВдНРДдНГЄЁЃ
вђДЫЃЌВЩгУPLCЖдA1024AСњУХХйДВНјааЪ§ПиИФдьЃЌЬсИпЦфМгЙЄОЋЖШЃЌбгГЄЦфЙЄзїЪйУќЃЌВЂТњзуПЭЛЇЖдВњЦЗММЪѕадФмжИБъЕФвЊЧѓЃЌВЛЪЇЮЊвЛжжЭЖШыЩйЃЌМћаЇПьЕФНтОіАьЗЈЁЃ
lЪ§ПиИФдьЗНАИ
1.1СњУХХйДВЕФЙЄвеСїГЬЖдПижЦЯЕЭГЕФвЊЧѓ
1.1.1 ЕїЫйЗЖЮЇ
JF-DЕїЫйЯЕЭГЕФЫйЖШЗЖЮЇЮЊ100ЁЋ1 000 rpmЃЏminЃЌМДЕїЫйЗЖЮЇЮЊ10ЃК1ЃЛгаФЅЯїЙІФмЕФJF-DЕїЫйЯЕЭГЕФЫйЖШЗЖЮЇЮЊ25ЁЋ1 000 rpmЃЏminЃЌМДЕїЫйЗЖЮЇЮЊ40ЃК1ЁЃ
1.1.2 ОВВюЖШ
вЛАувЊЧѓS=0.1ЁЋ0.05ЃЌМДS=10ЃЅЁЋ5ЃЅЁЃ
1.1.3 ЙЄзїЬЈЕФздЖЏбЛЗЭљЗЕдЫЖЏ
ХйЯїМгЙЄЪБЃЌЙЄзїЬЈгІФмздЖЏЭљИДдЫЖЏЁЃ
1.2СњУХХйДВЕчЦјПижЦЯЕЭГЕФгВМўЩшМЦ
1.2.1 ЯЕЭГЕФзмЬхНсЙЙ
ФПЧАИФдьСњУХХйДВЕФжїЭЯЖЏВПЗжвЛАуВЩгУШЋЪ§зжжБСїЕїЫйЯЕЭГЛђНЛСїБфЦЕЕїЫйЯЕЭГЃЌПижЦВПЗжЪЙгУPLCЁЃШЋЪ§зжжБСїЕїЫйЯЕЭГбЁгУЙњЭтЕФГЩЬзЩшБИЃЌЩшБИЕФдЫааВЮЪ§гУгЂЮФЯдЪОЃЌЩшБИВйзїМАЮЌЛЄШЫдБвЊЯћЛЏКЭеЦЮеЯЕЭГЕФадФмЃЌашЛЈЗбНЯГЄЕФЪБМфКЭОпБИвЛЖЈЕФММЪѕЫЎЦНЁЃ
ЖјБфЦЕЕїЫйЯЕЭГОЙ§ЖрФъЕФЭЦЙуКЭЪЙгУЃЌИїЯюадФмКЭММЪѕжИБъВЛЖЯЧїгкЭъЩЦКЭГЩЪьЃЌНкФмаЇЙћЯджјЁЃВЂЧвгЩгкБфЦЕЕїЫйЯЕЭГЕФИїжждЫаазДПіКЭЙЪеЯЧщПіЖМПЩвдЭЈЙ§МрЪОЦїЯдЪОЃЌвђДЫЃЌИљОнЕБЧАЕчЦјММЪѕЕФЗЂеЙЧїЪЦКЭСњУХХйДВЕФЪЕМЪзДПіЃЌЬсГіЭМ1ЫљЪОЕФЕчЦјММЪѕИФдьдРэПђЭМЁЃ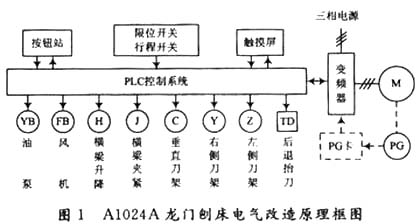
ИФдьЗНАИжаЃЌБЃСєСЫдРДЕФВйзїАДХЅЃЌетбљПЩвдЪЪгІдВйзїШЫдБЕФВйзїЯАЙпЃЌЩшБИЕФДѓВПЗжВйзїЖМПЩЭЈЙ§АДХЅЭъГЩЁЃВйзїжИСюДЋЫЭИјPLCПижЦЯЕЭГЃЌPLCЖдетаЉжИСюНјааДІРэКѓПижЦЯргІЕФЩшБИЁЃPLCНЋЩшБИЕФдЫаазДЬЌаХКХДЋЫЭИјАДХЅЃЌАДХЅгУжИЪОЕЦЯдЪОЯргІЕФаХЯЂЁЃ
МрЪОЦїбЁгУДЅУўЦСЃЌПЩвдаЮЯѓжБЙлЕиЯдЪОећИіЕчЦјЯЕЭГЕФИїжждЫаазДЬЌКЭЩшБИПЩФмЗЂЩњЕФЕчЦјЙЪеЯЁЃВйзїШЫдБКЭЕчЦјЮЌЛЄШЫдБЃЌВщПДДЅУўЦСЛУцОЭПЩвдСЫНтећИіЩшБИдЫаазДПіКЭЙЪеЯЗЂЩњЕФЮЛжУЁЃ
PLCгУгкЪЕЯжПЊЙиСПТпМПижЦКЭПижЦБфЦЕЕчЛњзЊЫйЕФЗНЯђКЭДѓаЁЁЃАДХЅеОЕФАДХЅЁЂЭтВПааГЬПЊЙиКЭВйзїЪжБњЭЈЙ§PLCЃЌПижЦгЭБУЁЂЗчЛњЁЂКсСКЩ§НЕЁЂКсСКМаНєЁЂДЙжБЕЖМмЁЂгвВрЕЖМмЁЂзѓВрЕЖМмЕФЕчЖЏЛњЃЌвдМАКѓЭЫааГЬЬЇЕЖЕчДХЬњЯпШІЁЃ
1.2.2 ЕчСІЭЯЖЏЯЕЭГжїЛиТЗЩшМЦ
ЕчЦјИФдьЪБжїЛиТЗЛљБОВЛБфЃЌжЛЪЧНЋжїЭЯЖЏЕФжБСїЕчЖЏЛњЛЛЮЊНЛСїБфЦЕЕчЛњЁЃПеЦјПЊЙи1ZKЃЌ4ZKЃЌ5ZKвЛАуДІгкБеКЯзДЬЌЃЌЩшБИдЫааЪБКЯЩЯзмПеЦјПЊЙиZKЃЌЗЧЙЄзїЪБЖЯПЊЁЃжїЛиТЗЕчТЗШчЭМ2ЫљЪОЁЃ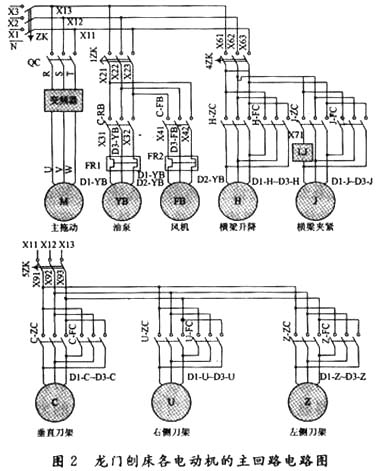
1.3 PLCЛљБОЕЅдЊбЁаЭгыPLCЕФЭтВПНгЯпЭМ
1.3.1 PLCЛљБОЕЅдЊбЁаЭ
ИљОнЫљашЕФPLCЕФЪфШыЃЏЪфГіЕуЪ§ЃЌВЂСєгавЛЖЈЕФгрЕиЃЌбЁдёШ§СтЙЋЫОЩњВњЕФFX2N-80MR-001ЕФPLCЁЃЫќЕФЛљБОжИСюжДааЪБМфУПЬѕ0.08ІЬsЃЌДцДЂЦїШнСППЩРЉеЙЕН16KВНЃЌзюДѓПЩРЉеЙЕН256ИіIЃЏOЕуЃЌгаЖржжУўФтСПЪфШыЃЏЪфГіФЃПщЁЂИпЫйМЦЪ§ЦїФЃПщЁЂТіГхЪфГіФЃПщЁЂЮЛжУПижЦФЃПщЁЂRS 232ЃЏRS 422ЃЌRS 485ДЎааЭЈаХФЃПщЁЂЙІФмРЉеЙАхКЭФЃФтЕчЮЛЦїРЉеЙАхЕШЃЌПЩЭъШЋТњзуЩшМЦашвЊЁЃ
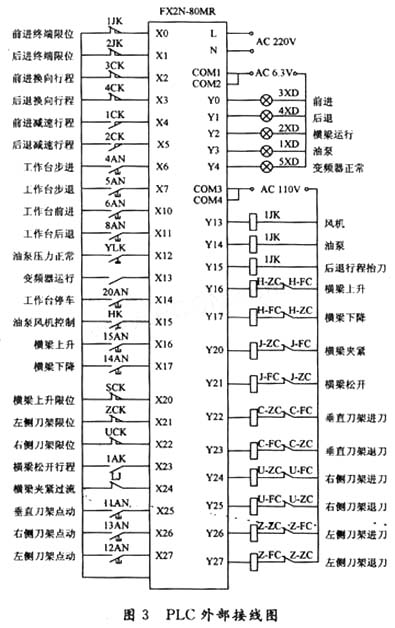
1.3.2 PLCЕФЭтВПНгЯпЭМ
ЭМ3ЪЧPLCЕФЭтВПНгЯпЭМЁЃЪфШыВПЗжПЩвдЗжЮЊЭтВПЙЄзїЛЗОГЁЂЙЄзїЬЈдЫааЁЂЕЖМмПижЦКЭКсСКдЫааЫФВПЗжЁЃЪфГіЕуЗжЮЊаХКХЯдЪОЁЂНЛСїНгДЅЦїЯпШІПижЦКЭБфЦЕЦїПижЦШ§ВПЗжЁЃ
1.4 ЕчЛњбЁаЭ
СњУХХйДВджБСїЕїЫйЯЕЭГЕФжБСїЕчЛњаЭКХЮЊBCD-93ЃЌЭЈЙ§ЖдБШЃЌбЁгУ55 kWЕФ8МЋБфЦЕЕчЖЏЛњЃЌЦфЖюЖЈзЊОиЮЊ700.7 NЁЄmЁЃ55 kWЕФ8МЋБфЦЕЕчЖЏЛњЕФзЊОиБШдРДЕФжБСїЕчЖЏЛњДѓЃЌФмЙЛТњзуЯЕЭГЕїЫйЗЖЮЇЕФвЊЧѓЁЃ
1.5 БфЦЕЦїбЁаЭ
ЭЈЙ§ЖдИїжївЊЩњВњГЇМвЕФВњЦЗЕФадФмМлИёБШЗжЮіЃЌбЁгУШеБОАВДЈЙЋЫОЕФБфЦЕЦїЁЃЮЊМѕЩйИФдьГЩБОЃЌбЁгУАВДЈЕФCIMR-F7A4055БфЦЕЦїЃЌЫќЕФДјPG VЃЏfПижЦЗНЪНЕФЕїЫйЗЖЮЇЮЊ1ЃК40ЃЌЫйЖШПижЦОЋЖШПЩДяЁР0.03ЃЅЃЌПЩвдТњзуЯЕЭГЕФЕїЫйвЊЧѓЁЃ
2ШэМўЩшМЦ
2.1ЙЄзїЬЈПижЦГЬађЩшМЦ
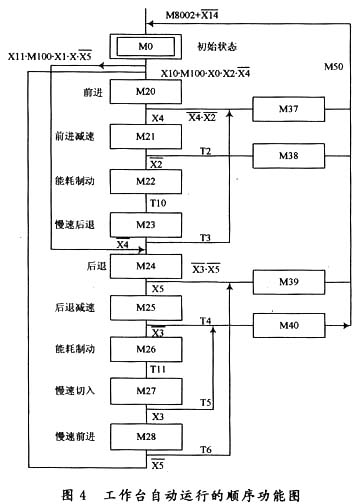
СњУХХйДВЙЄзїЬЈЕФЙЄзїЗжЮЊЕуЖЏКЭздЖЏбЛЗСНжжЗНЪНЁЃЕуЖЏАќРЈВННј(ЕуЖЏЧАНј)КЭВНЭЫ(ЕуЖЏКѓЭЫ)ЃЌФПЕФЪЧЕїећЙЄзїЬЈЕНДяКЯЪЪЮЛжУЃЌвдБуАкЗХМгЙЄЙЄМўЁЃЙЄзїЬЈЕФздЖЏбЛЗЭљЗЕдЫЖЏЪЧЖдЙЄМўНјааМгЙЄЕФЙ§ГЬЁЃЙЄзїЬЈздЖЏбЛЗЭљЗЕЙ§ГЬгЩзАдкДВЩэЕФСљжЛааГЬПЊЙи(НгНќПЊЙи)ПижЦЁЃ
дкЙЄзїЬЈздЖЏбЛЗЭљЗЕЙ§ГЬЕФПЊЪМНзЖЮЃЌвЊЧѓЙЄзїЬЈДІгкЧАНјМѕЫйааГЬПЊЙиX4КЭКѓЭЫМѕЫйааГЬПЊЙиX5жЎМфЃЌШчЙћЙЄзїЬЈУЛгадкетИіЧјМфЃЌгІдкВННјЛђВНЭЫЗНЪНЯТЃЌАДЕуЖЏАДХЅЃЌНЋЙЄзїЬЈЕїећЕНИУЗЖЮЇжЎФкЁЃНЋгЭБУзЊЛЛПЊЙижУгкЁАНгЭЈЁБЮЛжУЃЌШєЗчЛњКЭгЭБУЖЏзїЃЌдђЙЄзїЬЈздЖЏдЫааЕФЭтВПЬѕМўЗћКЯвЊЧѓЁЃЙЄзїЬЈздЖЏдЫааЕФЫГађЙІФмЭМШчЭМ4ЫљЪОЁЃ
2.2ЙЪеЯеяЖЯГЬађЩшМЦ
дкСњУХХйДВдЫааЙ§ГЬжаЃЌОГЃЛсГіЯжИїжжИїбљЕФЙЪеЯЃЌВщевРЯЪНЕФМЬЕчЦїТпМПижЦЯЕЭГЕФЙЪеЯЗЧГЃРЇФбЁЃСњУХХйДВВЩгУPLCПижЦКѓЃЌРћгУPLCКЭДЅУўЦСЧПДѓЕФаХЯЂДІРэЙІФмКЭаХЯЂЯдЪОЙІФмЃЌдкГіЯжЙЪеЯЪБЃЌЭЈЙ§ДЅУўЦСМАЪБЭЈжЊВйзїШЫдБЃЌПЩвджИЕММьаоШЫдБзМШЗЕиДІРэЙЪеЯЁЃ
2.2.1ЙЄзїЬЈздЖЏдЫааЙЪеЯеяЖЯГЬађЩшМЦ
ЙЄзїЬЈЕФздЖЏдЫааЙ§ГЬгыЧАНјЃЏКѓЭЫЛЛЯђааГЬПЊЙиКЭЧАНјЃЏКѓЭЫМѕЫйааГЬПЊЙиЕФзДЬЌБфЛЏУмЧаЯрЙиЃЌШчЙћет4ИіааГЬПЊЙиГіСЫЮЪЬтЃЌЙЄзїЬЈВЛФме§ШЗЕиЪЕЯжВНM20ЁЋM28УшЪіЕФздЖЏбЛЗЙ§ГЬЁЃ
2.2.2 ЭтВПЩшБИЙЪеЯеяЖЯГЬађЩшМЦ
ЭтВПЩшБИАќРЈЗчЛњЁЂгЭБУКЭБфЦЕЦїЃЌгаЭтВПЩшБИЙЪеЯЪБЃЌгУЦ№БЃЭЃЕчТЗБЃГжЃЌаХКХгУДЅУўЦСЯдЪОЁЃ
3ШЫЛњНчУцЩшМЦ
3.1ДЅУўЦСбЁгУ
ЭЈЙ§злКЯПМТЧКѓбЁгУWEINVIEWЩњВњЕФMT-510TаЭ8ЯпОЋУмЕчзшЭјТчаЭЙЄвЕДЅУўЦСЃЌЫќЪЧ10.4ЁБВЪЩЋTFTвКОЇДЅУўЦСЃЌ640ЁС480ЕуЯёЫиЃЌга2 MBFLASH ROMКЭ4 MB DRAMЁЃЭЈаХПкCOM1гавЛИігУгкPCЕФRS 232ПкКЭвЛИігУгкPLCЕФRS 485ЃЏ422ПкЃЌCOM2ЪЧгУгкPLCЕФRS 232ПкЁЃЫќЛЙгавЛИіБъзМЕФВЂааДђгЁЛњНгПкЁЃ
3.2жїЛУцЕФЩшМЦ
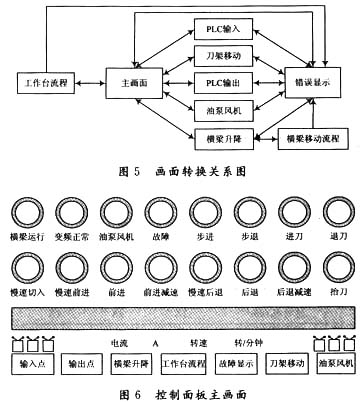
жїЛУцаЮЯѓжБЙлЕиЯдЪОСњУХХйДВЙЄзїЬЈЕФЭљИДдЫЖЏзДЬЌЁЂЬЇЕЖЖЏзїКЭгыЙЄзїЬЈгаЙиЕФЯоЮЛПЊЙиЕФЭЈЖЯзДЬЌЁЃгУжИЪОЕЦЯдЪОЙЄзїЬЈЕФИїжжзДЬЌЃЌР§ШчЧАНјЁЂКѓЭЫЁЂТ§ЫйЧаШыЁЂЧАНјМѕЫйКЭКѓЭЫМѕЫйЃЌвдМАЙЄзїЬЈВННјКЭВНЭЫЃЎЁЃЛЙгУжИЪОЕЦЯдЪОгЭБУЗчЛњЁЂБфЦЕЦїЕФзДЬЌЃЌвдМАНјЕЖЁЂЭЫЕЖКЭЙЪеЯаХКХЕШЁЃЛУцзЊЛЛЙиЯЕКЭжїЛУцШчЭМ5КЭЭМ6ЫљЪОЁЃ
4 ИФдьаЇЙћ
ЖдСњУХХйДВЕФЕчЦјПижЦЯЕЭГНјааСЫзмЬхЩшМЦЁЃжїЭЯЖЏВЩгУЕїЫйЗЖЮЇПэЁЂНкФмаЇЙћЯджјЕФБфЦЕЦїЃЌгУPLCЪЕЯжПЊЙиСПТпМПижЦКЭБфЦЕЕчЖЏЛњЕФзЊЫйПижЦЁЃПижЦЯЕЭГгУДЅУўЦСзїШЫЛњНчУцЃЌДЅУўЦСгУИїжжЛУцРДЯдЪОСњУХХйДВЕФдЫаазДЬЌКЭЙЪеЯаХЯЂЁЃЪЕМљжЄУїЃЌИФдьКУЕФСњУХХйЯГДВДѓДѓЬсИпСЫЛњДВЕФадФмКЭМгЙЄФмСІЃЌгааЇЕиЬсИпСЫЙЄМўЕФМгЙЄОЋЖШЃЌВњЩњСЫЯджјЕФОМУаЇвцКЭЩчЛсаЇвцЁЃ |

