|
БОЮФжївЊНщЩмРћгУЮїУХзгPLC S7ЁЊ300гыШЋЪ§зжЪНжБСїЧ§ЖЏM420RЖдB2010AаЭСњУХХйДВНјааздЖЏЛЏИФдьЃЌвдЬсИпЦфЕФМгЙЄаЇТЪгыОЋЖШЁЃЗжБ№ОЭСњУХХйДВЕФЙЄзїдРэЃЌЕїЫйзАжУЕФбЁаЭЃЌЕчЦјЩшМЦЃЌPLCХфжУМАГЬађЩшМЦЕШМИЗНУцНјааВћЪіЃЌИУСњУХХйДВЕчЦјПижЦЯЕЭГЕФГЩЙІИФдьЮЊгУПЩЕїЫйзАжУгыPLCЯрНсКЯИФдьKЁЊFЁЊDЭЯЖЏЯЕЭГЦ№ЕННшМјзїгУЁЃ
1 в§бд
ЛњаоЗжГЇЕФB2010AаЭСњУХХйДВБЛгУгкМгЙЄЦћТжЛњЕФИзЬзЕШЁЃИУЩшБИЪЙгУШеОУЃЌГіЯжСЫОЋЖШНЕЕЭЃЌЕїЫйадВюЃЌЩњВњаЇТЪЕЭЕШЮЪЬтЃЌЙЪМБашЖдЦфНјааИФдьЁЃПМТЧЕНдгаЩшБИгыМгЙЄвЊЧѓЕїЫйБШДяЕН20ЃК1вдЩЯЃЌПЩгУгкХйЁЂЯГЯїЃЌОВВюЖШаЁгк10%ЃЌЧаЯїСІКуЖЈЁЂЦНЮШЁЂГхЛїаЁЃЌЕЖОпЧаШыЧаГіЪБздЖЏМѕЫйЃЌЙІКФЕЭЃЌАВШЋПЩППЁЂвзгкЮЌЛЄЕШвЊЧѓЁЃОіЖЈВЩгУШЋЪ§зжжБСїЧ§ЖЏНсКЯPLCЕФИФдьЗНЗЈЁЃ
2 дСњУХХйДВЕФЛљБОЧщПі
2.1ЛљБОНсЙЙ
СњУХХйДВАќРЈЃЌДВЩэЁЂЙЄзїЬЈЁЂКсСКЁЂзѓгвДЙжБЕЖМмЁЂзѓгвВрЕЖМмЁЂСЂжљЁЂСњУХЖЅЕШЁЃ
2.2ЙЄзїЙ§ГЬ
СњУХХйДВЕФХйЯїЙ§ГЬЪЧЙЄМўгыХйЕЖЯрЖддЫЖЏЁЃвђДЫЙЄзїЬЈгыЙЄМўБиаыЦЕЗБЕиНјааЭљИДдЫЖЏЃЌЧаЯїМгЙЄжЛдкЙЄзїааГЬжаЃЌЗЕЛиааГЬжЛЪЧПезЊЁЃдкЧаЯїЙ§ГЬжаУЛгаНјИјдЫЖЏЃЌжЛгадкЗЕЛиааГЬжаВХгаЕЖМмЕФНјИјдЫЖЏЁЃЦфжаЃЌЙЄзїЬЈгыЙЄМўМфЕФЭљИДдЫЖЏГЦЮЊжїдЫЖЏЃЌКсСКЁЂЕЖМмЕФдЫЖЏГЦзїИЈжњдЫЖЏЁЃ
2.3дЫЖЏЬиЕужїдЫЖЏЕФЫйЖШЭМШчЭМ1ЫљЪО
Цфжа0-t1ЙЄзїЬЈЧАНјЦ№ЖЏНзЖЮ
t1-t2ЕЖОпТ§ЫйЧаШыНзЖЮ
t2-t3МгЫйжСЮШЖЈЙЄзїЫйЖШ
t3-t4ЙЄзїЫйЖШНзЖЮ
t4-t5МѕЫйЭЫГіЙЄМўНзЖЮ
t5-t9ЗЕЛиНзЖЮ
Т§ЫйЧаШыЧаГіЃЌМДЗРжЙБРЛЕЙЄМўгжПЩвдЬсИпЕЖОпЪЙгУЪйУќЁЃИпЫйЧаЯїЁЂЗЕЛивдЬсИпМгЙЄаЇТЪЁЃ
2.4ДЋЖЏЯЕЭГ
ИУСњУХХйВЩгУKЁЊFЁЊDЃЈЗЂЕчЛњзщЕчЖЏЛњЃЉЕїЫйЯЕЭГНЛСїЕчЛњЭЯЖЏжБСїЗЂЕчЛњдйЭЯЖЏжБСїЕчЖЏЛњЃЌгЩНЛДХЗХДѓЛњПижЦЗЂЕчЛњЕФРјДХЯЕЭГЃЌНсКЯЛњаЕДЋЖЏЃЌДяЕН20:1ЕФЛњЕчСЊКЯЕїЫйЯЕЭГЁЃНјЕЖЛњЙЙВЩгУНјЕЖМЬЕчЦїПижЦНјЕЖЃЌгЩгкМЬЕчЦїПижЦЪБгаеГСЌЗЂЩњЪЙМгЙЄОЋЖШЯТНЕЁЃ
3 жБСїЧ§ЖЏЯЕЭГ
3.1жБСїЕїЫйЕФгХдНад
ШЋЪ§зжжБСїЕїЫйЯЕЭГЕїЫйЗЖЮЇПЩДя40:1ЃЌИќЛЛВЛЭЌЕФЙЄзїзщМўОЭПЩЪЙХйДВгУгкХйЁЂЯГвЛЛњСНгУЁЃЮЊЬсИпМгЙЄОЋЖШЃЌЙЄзїЬЈЕФЫйЖШВЛЫцЧаЯїСПЕФБфЛЏЖјБфЛЏЃЌОВВюЖШаЁгк3%ЃЌздЖЏЕїЫйЃЌДяЕНЫйЖШЧњЯпЕФвЊЧѓЬсИпМгЙЄжЪСПгыаЇТЪЁЃ
3.2ЩшБИзщГЩ
зїЬЈЕФжїдЫЖЏжЛашвЛЬЈ45KWЕФвьВНЕчЛњОжБСїЕїЫйЧ§ЖЏЃЌЪЕЯжЮоМЖБфЫйЁЃЙЄзїЬЈЛЛЯђжЦЖЏРћгУжБСїЧ§ЖЏздДјЕФФмСПЗДРЁзАжУЃЌЪЙжЦЖЏЫйЖШПьЃЌФмСПгжЗДРЁЕНЕчЭјжаЁЃДЙжБЕЖМмКЭзѓгвВтЕЖМмВЩгУPLCПижЦЃЌЪЙНјЕЖСПзМШЗЃЌЬсИпМгЙЄОЋЖШЁЃ
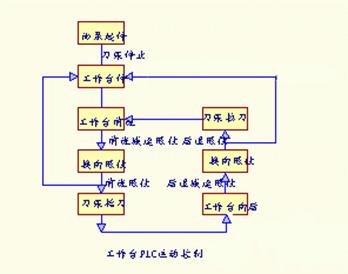
3.3зщГЩПђЭМ
ЯЕЭГвдPLCЮЊПижЦКЫаФЃЌзщГЩШчЭМЫљЪО
4ПиМўбЁХф
Ч§ЖЏЦїбЁгУЕФЪЧгЂЙњCTЙЋЫОЩњВњЕФШЋЪ§зжЪНжБСїЧ§ЖЏЦїM420RЃЌОпгаТпМПижЦЃЌздЖЏБЃЛЄЃЌЗДРЁжЦЖЏЕШЙІФмЃЌPLCВЩгУЮїУХзгS7-300ЯЕСаЁЃ
4.1ЖЏВЮЪ§ЩшжУ
дкЩшМЦжаПМТЧЕНИїжжБЃЛЄЕчЛњЕФЙ§диЃЌЙ§бЙЕШБЃЛЄЃЌЩшжУЧ§ЖЏВЮЪ§ЕФЪБЃЌашвЊЩшжУЕчЛњЖюЖЈЕчбЙЃЌЖюЖЈЕчСїЃЌРјДХЕчСїЃЌПижЦЗНЪНЕШВЮЪ§ЁЃЯжОЭСаГіВПЗжГЃгУВЮЪ§НіЙЉВЮПМ

5 PLCгІгУГЬађЕФЩшМЦ
ПижЦВПЗжВЩгУPLCПЩБрГЬПижЦЦїПижЦЃЌЦфЙІФмЧПЁЂЫйЖШПьЁЂНгЕуЪ§ЩйЁЂПЩППадИпЕШЬиЕуЁЃгВМўСЌНгКУЃЌВхШыДцДЂПЈЕНжабыДІРэЦїжаЃЌНЈСЂМЦЫуЛњКЭжабыДІРэЦїЕФЭЈбЖЁЃПЊЪМЖдЯЕЭГНјааPLCГЬађЕїЪдЃЌвЊЧѓЖдЯЕЭГзївЛДЮЃЈPLCЃЉзмЧхЛђзмИДЮЛЁЃPLCзмЧхЭъГЩКѓЃЌPLCГЬађМДПЩНјааЕїЪдЁЃБОДЮЩшМЦЫљбЁгУЕФPLCЪЧSIMATIC S7-300ЁЃЙЪЖјЕїЪдШэМўЮЊSTEP 7ЁЃ
5.1 S7-300гВМўзщЬЌ
S7-300гВМўзщЬЌдкгВМўХфжУДАПкжаЭъГЩЁЃЙтБъЕуЛїSTATIONФПТММЖЃЌбЁдёЁАHardwareЁБЭМБъЃЌНјШыгВМўХфжУДАПкЁЃ
ЃЈ1ЃЉзщЬЌдкгВМўзщЬЌЕФеОДАПкжаЗжХфЛњМмЃЌПЩЗжВМЪНI/OЃЌПЩвдДггВМўФПжабЁдёВПМўЁЃ
ЃЈ2ЃЉВЮЪ§ЗжХфНЈСЂПЩЗжХфВЮЪ§ФЃПщЕФЬиадЃЌШчЃКЦєЖЏЬиадЃЌБЃГжЧјЕШЁЃ
ЃЈ3ЃЉЩшЖЈзщЬЌЩшЖЈКУЕФгВМўзщЬЌКЭВЮЪ§ЗжХфЃЌашЯТдиЕНCPUжаШЅ,бЁдёВЫЕЅЁАPLCЁБ ЁАDOWNLOADЁБЁЃ
ЃЈ4ЃЉЪЕМЪзщЬЌвбДцдкгВМўжаЕФЪЕМЪзщЬЌКЭВЮЪ§ЗжХфЁЃПЩвдДгCPUжБНгЩЯДЋЕНPCЁЃбЁдёВЫЕЅЁАPLCЁБ ЁАUPLOADЁБЁЃ
5.2 PLCЛљБОГЬађ
ЮїУХзгЬсЙЉСЫвЛаЉPLCЛљБОГЬађЃЌгУЛЇПЩвдИљОнЪЕМЪЧщПіЕїетаЉБъзМПщМДПЩЃЌЖјБЛЯЕЭГеМгУЕФЙІФмПщВЛФмдйБЛБрМ,ЛљБОГЬађЯюФППтгЩзщжЏПщЃЈOBЃЉЃЌЙІФмЃЈFCЃЉЃЌЙІФмПщЃЈFBЃЉШ§жжТпМПщКЭЪ§ОнПщЃЈDBЃЉЙЙГЩЁЃOB1ЮЊCPUбЛЗЩЈУшЪБМфФкЮЈвЛЩЈУшЕФжїГЬађЃЌFCЛђ
FBБЛCPUжДааЕФЬѕМўЪЧБиаыЪЧдкзщжЏПщЃЈOBЃЉжаБЛЕїгУЃЌЭЌЪБFBКЭFCвВФмЪЕЯжзгГЬађЕФЧЖЬзЁЃFBгыFCЕФЧјБ№дкгыЫќУЧЕФБфСПЩљУїБэжаФмЙЛЖЈвхЕФВЮЪ§РраЭВЛЭЌЁЃЕБFCЕФГЬађжДааЭъГЩКѓЃЌFCЕФВЮЪ§ВЛФмБЛБЃДцЃЛЕБFBЕФГЬађжДааЭъГЩКѓЃЌFBЕФВЮЪ§ФмБЛБЃДцЁЃдкOB1жаЕїгУFCЪБЃЌжЛашжБНгЕїгУЃЌШчЃКCALL FC1ЃЛЖјЕїгУFBЪБЃЌБиаыЮЊЦфЗжХфвЛИіБГОАЪ§ОнПщЃЌгУРДБЃДцFBЕФВЮЪ§ЃЌШчЃКCALL FB1ЃЌDB7ЁЃБГОАЪ§ОнПщЕФЪ§ОнИёЪНгыЯргІFBЕФБфСПЩљУїБэЕФЪ§ОнИёЪНЯрЭЌЃЌВЛдЪаэгУЛЇНјаааоИФЁЃ
5.3 гУЛЇЛљБОГЬађ
PLCГЬађЕФБржЦШЋВПАДеее§ТпМЕФЩшМЦЃЌМДВЛТлЮяРэаХКХЪЧИпЕчЦНЛЙЪЧЕЭЕчЦНгааЇЃЌТпМЁА1ЁББэЪОаХКХгааЇЁЃЫљгаЮяРэЪфШыЪфГіаХКХЖМашОЙ§ТпМДІРэКУЃЌВХФмНјааТпМдЫЫуЃЌвВОЭЪЧЯШвЊЖЈвхЪфШыЪфГіЕФаХКХгааЇКЭЪфШыЪфГіаХКХЕФТпМЃЌдйНЋЪфШыЪфГіЕФЮяРэаХКХКЭТпМВЮЪ§вьЛђЃЌЦфНсЙћгыгааЇВЮЪ§ЃЈЪЙФмВЮЪ§ЃЉгыЃЌзюКѓЫЭШыЪфШыЪфГіЛКГхЧјжаЁЃЯжОЭЙЄзїЬЈЕФдЫЖЏПижЦЮЊР§МгвдЫЕУїЁЃ
6НсЪјгя
дкећИіЛњДВЕФИФдьЙ§ГЬжаЩцМАЕНСЫаэЖрВтЪдЃЌЕїЪдЕФЮЪЬтЃЌдкгВМўЩшБИАВзАКУКѓгаНјааСЫаэЖрЕїЪдЙЄзїЁЃPLCГЬађЕФБржЦзлКЯПМТЧСЫЙЄвегыМгЙЄвЊЧѓЕФЮЪЬтЃЌЧ§ЖЏЦїЕФВЮЪ§ЩшжУвВашПМТЧОпЬхЕФМгЙЄвЊЧѓЁЃ
|

